
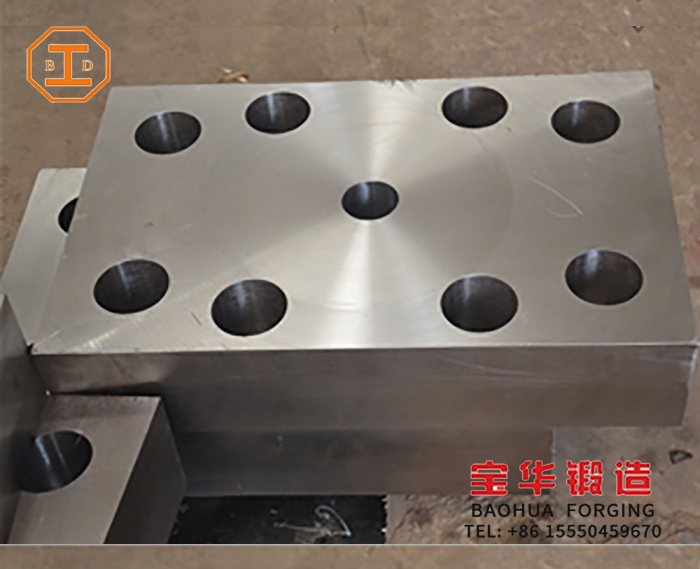
Ventilblock aus geschmiedetem Stahl
Mehrfachprägung, einteilige Formgebung
Die Gesenkbewegung und der Freiheitsgrad der Schmiedeausrüstung sind uneinheitlich. Gemäß den Verformungsbegrenzungseigenschaften des unteren Totpunkts kann die Schmiedeausrüstung in die folgenden vier Formen unterteilt werden:
1. Form der begrenzten Schmiedekraft: Hydraulische Presse, die den Gleitstein durch Öldruck direkt antreibt.
2. Quasi-Hubbegrenzungsmodus: Ölpresse, die das Kurbelgestänge antreibt.
3. Hubbegrenzungsmodus: Mechanische Presse mit Schieber, angetrieben durch Kurbel, Pleuel und Keilmechanismus.
4. Energiebegrenzungsmodus: Schrauben- und Friktionspresse mit Schraubenmechanismus.
Nach dem Erhitzen und wiederholten Schmieden kann es auch nach Kundenwunsch moduliert Wärmebehandlung und Endbearbeitung sein, so dass nach wiederholtem Schmieden das Schmiedeverhältnis hoch ist, die Haltbarkeit gut ist und es für das Schlüsselzubehör von Geräten geeignet ist. Für Ventilblöcke kann unser Unternehmen 10kg-5000kg Schmiedeteile schmieden und eine Vielzahl von Materialien schmieden, darunter 42CrMo, 4140, 4130, 40Cr, 20CrMnMo, 18CrNiMo7-6, 410SS.

Schmiedegesenk
Entsprechend dem Bewegungsmodus des Schmiedewerkzeugs kann das Schmieden in Rotationsschmieden, Rotationsschmieden, Rollschmieden, Querkeilwalzen, Ringwalzen und Querwalzen unterteilt werden. Rotationsschmieden, Rotationsrotationsschmieden und Ringwalzen können auch durch Präzisionsschmieden verarbeitet werden. Um den Materialnutzungsgrad zu verbessern, können Rollschmieden und Querwalzen als bisherige Bearbeitungsverfahren für schlanke Materialien verwendet werden. Wie das freie Schmieden wird auch das Rotationsschmieden lokal umgeformt. Sein Vorteil besteht darin, dass es geformt werden kann, wenn die Schmiedekraft im Vergleich zur Schmiedegröße klein ist. Bei diesem Schmiedeverfahren, einschließlich Freischmieden, dehnen sich die Materialien während der Bearbeitung von der Gesenkfläche zur freien Oberfläche aus, so dass es schwierig ist, die Genauigkeit sicherzustellen. Daher können die Computersteuerung der Bewegungsrichtung des Schmiedegesenks und der Rotationsschmiedeprozess verwendet werden, um Produkte mit komplexer Form und hoher Genauigkeit bei geringer Schmiedekraft zu erhalten, wie beispielsweise Turbinenschaufeln mit vielen Variationen und großer Größe.
Die Gesenkbewegung und der Freiheitsgrad der Schmiedeausrüstung sind uneinheitlich. Gemäß den Verformungsbegrenzungseigenschaften des unteren Totpunkts kann die Schmiedeausrüstung in die folgenden vier Formen unterteilt werden:
1. Form der begrenzten Schmiedekraft: Hydraulische Presse, die den Gleitstein durch Öldruck direkt antreibt.
2. Quasi-Hubbegrenzungsmodus: Ölpresse, die das Kurbelgestänge antreibt.
3. Hubbegrenzungsmodus: Mechanische Presse mit Schieber, angetrieben durch Kurbel, Pleuel und Keilmechanismus.
4. Energiebegrenzungsmodus: Schrauben- und Friktionspresse mit Schraubenmechanismus.
Um eine hohe Genauigkeit zu erreichen, sollte darauf geachtet werden, eine Überlastung am unteren Totpunkt zu vermeiden und die Geschwindigkeit und Formposition zu kontrollieren. Denn diese wirken sich auf die Schmiedetoleranz, Formgenauigkeit und Standzeit aus. Darüber hinaus sollte zur Erhaltung der Genauigkeit auch auf die Einstellung des Schieberführungsspiels, die Sicherstellung der Steifigkeit, die Einstellung des unteren Totpunkts und den Einsatz von Hilfsübertragungseinrichtungen und anderen Maßnahmen geachtet werden.
Kunden in jeder Branche, die Schmiedeteile verwenden, können ein Angebot für eine beliebige Anzahl von gefälschten Produkten anfordern, von einem Prototyp nach dem anderen und kleinen Chargen bis hin zur Großserienproduktion.




